Cookies dienen der Webanalyse und der Benutzerführung. Die Verwendung zur vollen Funktionalität dieser Website ist leider unverzichtbar. Mit Klick auf „OK“ stimmen zu.
Bestes Verzeichnis am Markt mitOldtimer Spezialistenfür Profis und Endverbraucher
Zu Besuch beim Profi: WITTKA Galvanotechnik in Wien
VERCHROMEN
VERCHROMEN
Viele Mythen ranken sich über das perfekte Chrom. Wir durften einen Blick in die "Hexenküche" machen.
Eines vorweg: es heißt DAS Chrom, und NICHT DER Chrom.
Wir wollen dem Thema auf den Grund gehen um Mythen wie „amerikanisches triple-chrome“ zu klären und wollen wissen, ob Chrom gleich Chrom ist, oder ob es Unterschiede in den Galvaniken gibt. Wie ist eine perfekte Glanzoberfläche überhaupt zu erreichen?
Dafür haben wir die Firma WITTKA in Wien um Hilfe und Aufklärung gebeten. Das Unternehmen besteht seit 1927, beschäftigt heute 36 Mitarbeiter im 3-Schicht-Betrieb und ist neben der industriellen Galvanik auf das Verchromen von Oldtimer-Teilen spezialisiert. Auch für nicht leitfähige Metalle wie Zinkdruckguss, Aluminium und Buntmetalle.
Wir bedanken uns beim Geschäftsführer Peter Reinthaler für die Einblicke und Aufklärungen. Diese wollen wir Ihnen als Leser gerne weitergeben.
FUNKTIONSWEISE: Bei der Galvanik wird durch ein elektrolytisches Bad Strom geleitet. Am Pluspol (Anode) befindet sich das Metall, das aufgebracht werden soll (z. B. Kupfer oder Nickel), am Minuspol (Kathode) der zu beschichtende Gegenstand. Der elektrische Strom löst dabei Metallionen von der Verbrauchselektrode ab und lagert sie durch Reduktion auf dem Werkstück ab. So wird der zu veredelnde Gegenstand allseitig gleichmäßig mit Kupfer oder einem anderen Metall beschichtet. Je länger sich der Gegenstand im Bad befindet und je höher der elektrische Strom ist, desto stärker wird die Metallschicht (z. B. Kupferschicht). Damit können mit entsprechenden Zwischenschliffen auch Mikroporen verschlossen werden.
DEKORATIVE & FUNKTIONALE GALVANIK: Dekorativ sind jene Oberflächen, wie wir sie beim Oldtimer antreffen. Das Gegenteil wäre die funktionale Galvanik. Z.B. Hartverchromen von Hydraulik-Zylindern.
QUALITÄT: Jeder Galvanik-Betrieb „kocht seine eigene Suppe“ (fast im wahrsten Sinne des Wortes). Die Rezepturen der unterschiedlichen Bäder werden nach eigenen Erfahrungen aus diversen Grundmaterialien gemischt. Die Firma WITTKA hat dazu ein hauseigenes Labor, in dem ausgebildete Mitarbeiter permanent die Messwerte prüfen, um absolut einwandfreie Ergebnisse erzielen zu können. Letztlich wird aber kein Galvaniker seine Rezeptur verraten. Es bleibt also für den Endverbraucher beim Vertrauen und bei entsprechenden Referenzen.
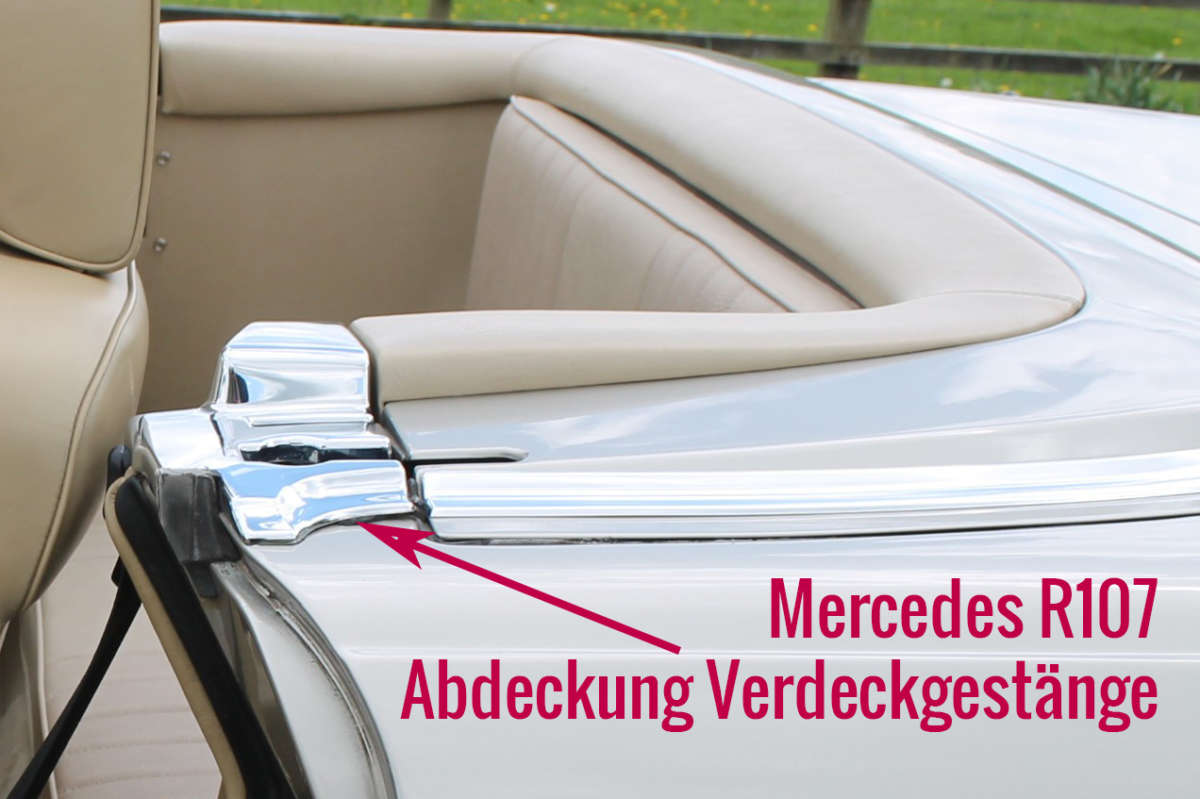
MYTHOS: TRIPLE-CHROME – Das ist unser Standard! Der bei uns standardisierte Aufbau besteht aus KUPFER, NICKEL und CHROM. Kupfer in der 1. Schicht dient dabei als Korrosionsschutz. Hier werden ca. 100-200µ (‚Mü‘) aufgetragen. Die zweite Schicht aus Nickel ist wesentlich härter als Kupfer und wird mit 30-40µ (Mü) aufgetragen. Die 3. und letzte Schicht Chrom ist nur mehr 1µ (Mü) stark. Sie hat die dekorative und schützende Aufgabe. Das so hochgepriesene amerikanische „triple-chrome“ ist daher eine Methode, die bei uns längst Standard ist. Möglicherweise verstehen es die Amerikaner einfach besser, ihr Produkt zu „verkaufen“, schließlich gibt es ja auch „double-chrome“. Das besteht nur aus Nickel und Chrom. Dabei fehlt die schützende Korrosionsschicht aus Kupfer! Manche Galvaniker verwenden auch bei uns zwei Schichten Nickel und anschließend Chrom. Dabei wird für die erste Nickelschicht ein etwas weicheres Nickel aufgebracht, welches nochmals zwischengeschliffen und poliert wird. In jedem Fall ist das trotz 3 Schichten nur ein „double-chrome“, weil das klassische „triple-chrome“ immer aus Kupfer, Nickel und Chrom besteht.
Besuch beim Profi
CLASSIC-PORTAL.com besucht regelmäßig Oldtimer-Spezialisten und präsentiert diese dem zielorientierten Publikum. Möchten auch Sie Ihren Spezialbetrieb zeigen? Kontaktieren Sie uns bitte unter info@classic-portal.com
VORBEREITUNG: Bringen Sie Ihre alten, saubern Teile wie sie sind!!!
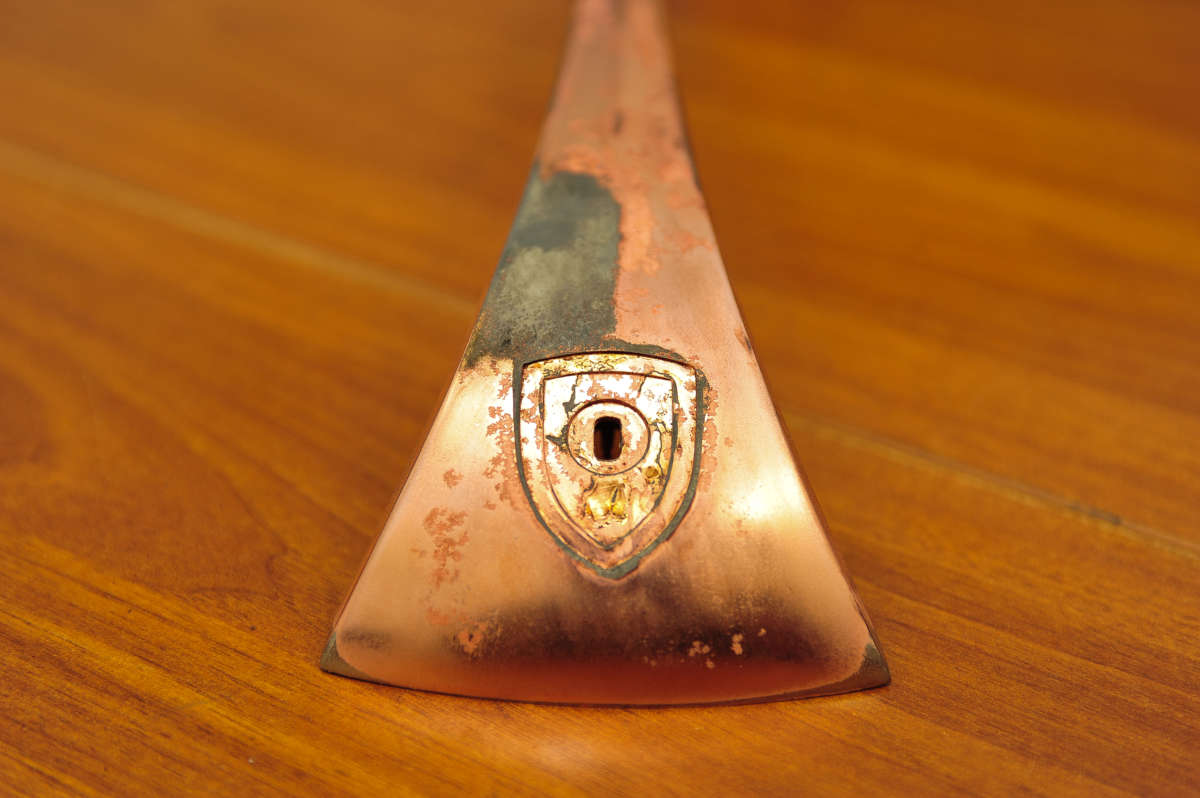
Oft versuchen (Hobby)Restauratoren möglichst viel Vorarbeit zu leisten. In der Regel wird dabei mehr kaputt gemacht als erwünscht. Der Kunde soll die Teile einfach nur SCHMUTZFREI anliefern. Der Rest wie Entlacken und das unverzichtbare Entmetallisieren, wo Chrom, Nickel und Kupfer chemisch oder elektrolytisch abgezogen werden (je nach Material), macht die Firma WITTKA selbst im Haus.
Sind etwa Dellen im Material, so muss der Kunde anschließend dafür sorgen, diese entsprechend reparieren zu lassen.
Gibt es grobe Unebenheiten, Zink- oder Rostfraß, so lässt sich die Oberfläche mittels Flammspritzverfahren wieder aufbauen. CLASSIC-PORTAL.com hat dazu bereits einen Bericht über die Firma RENGSHAUSEN in Wien veröffentlicht.
Im Anschluss kann das Werkstück wieder in die Schleiferei der Firma WITTKAgebracht werden.
"Wir sind in der Lage, auch nicht leitfähige Metalle zu galvanisieren. Dazu zählen Zinkdruckguss, Aluminium, Edelstahl und weitere Buntmetalle. Bitte sprechen Sie mit uns, wir können meist mehrere Lösungen anbieten."
METALLSCHLEIFEREI: Eine perfekte Oberfläche ist unverzichtbar
Ein perfektes Endergebnis kann NUR mit einer perfekten Ausgangsbasis erzielt werden! Dazu zählen eine absolut GLATTE und HOCHGLANZPOLIERTE Oberfläche VOR den galvanischen Prozessen. Sämtliche folgenden Schritte spiegeln den Ur-Zustand wider – ob gut oder schlecht.Nickel und/oder Chrom kaschieren NICHTS! Oberflächenaufbereitung ist etwas für Profis! Es braucht Jahre an Erfahrung und entsprechendes Equipment, um diese Ergebnisse erzielen zu können. Lassen Sie besser die Finger davon, wenn Sie das nicht 100% beherrschen. Ein guter Galvanik-Betrieb hat seine eigene Schleiferei im Haus und arbeitet Hand in Hand mit der Galvanik! Materialkunde ist unerlässlich für den Umgang mit dem Werkstück und den Schleifmaterialien. Härtegrad, Wärmeverzug und andere Faktoren müssen berücksichtigt werden. Ein Materialabtrag durch ungeeignete abrasive Mittel kann irreparable Schäden verursachen. Schutzausrüstung: Beim Schleifen ist immer auf die richtige Schutzausrüstung zu achten (Lederhandschuhe usw), bei solchen Arbeiten braucht der Schleifer ein Gefühl für das Werkstück und Temperatur, bei großen Teilen MUSS die Ausrüstung getragen werden.
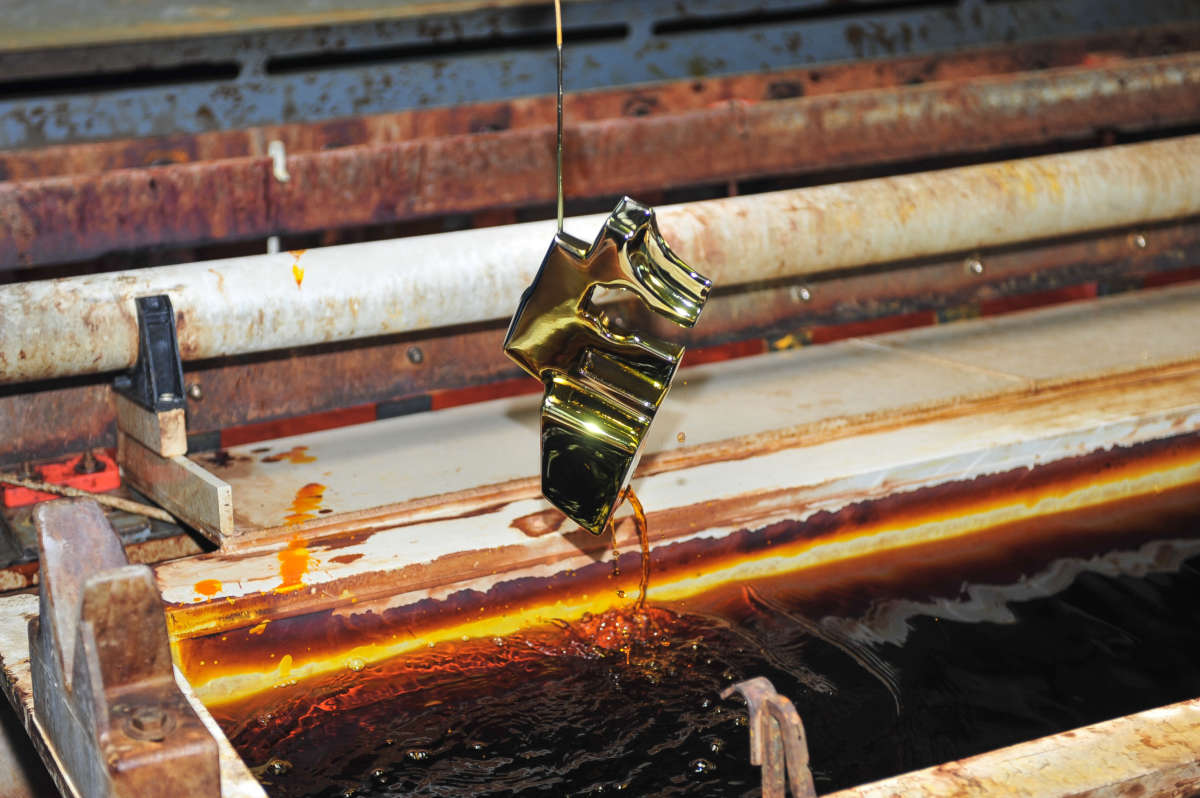
BADEZEIT: Ab in die Galvanik!
Die Vielzahl an Bäder lässt einen staunen. Aber jedes einzelne Bad ist unverzichtbar. So werden die Werkstücke nach der Schleiferei zuerst in zwei unterschiedlichen Bädern nacheinander entfettet. Danach wird neutralisiert um zu vermeiden, dass Reste von einem Bad in das nächste verschleppt werden und so ein gesamtes Bad verunreinigt wird. Zum Neutralisieren wird übrigens extra gereinigtes Trinkwasser verwendet, welches in seiner Qualität ab Leitung nicht reichen würde!
Danach kommt das Werkstück nun für ca. 45-60 Minuten in das 1. Kupferbad. Die genaue Zeit hängt von der gewünschten Schichtstärke ab. Nach dem Kupferbad wird das Werkstück erneut kontrolliert. In diesem Zustand können Mikroporen in der Schleiferei noch behoben werden, in dem das Kupfer mit richtiger Temperatur aus Druck und Umdrehung der Polierscheibe verteilt und eine geschlossene Oberfläche erzeugt wird.
Die weiteren Schritte folgen dann mit Nickelbad und Chrombad.
STEVEDITTEL ist der Produktionsleiter. Der gelernte Oberflächentechniker hat alle Abteilungen in der Produktion unter Kontrolle. Er entscheidet mit der Geschäftsleitung über die Vorgangsweisen der angelieferten Werkstücken und trägt die Verantwortung in der Produktion bis zum Finish. Wie viele Arbeitsschritte notwendig sind, zeigt diese Dokumentation. Wichtig sind dabei die permanenten Kontrollen und Entscheidungen für zufriedenstellende Oberflächen in allen Zwischenstufen.
"Wir sind ein pflichtbewusster Betrieb im Umgang mit der Umwelt und sorgen stets für optimale und saubere Ergebnisse. Dazu ist unser Betrieb ISO 9001 zertifiziert und mit dem ÖKO-Business-Plan der Stadt Wien ausgezeichnet. Wir werden permanent kontrolliert und erfüllen stets die strengen Auflagen!"
Peter Reinthaler
Geschäftsführer
Unser Fazit
Weil gerade die Oldtimer-Szene extrem „pingelig“ ist, war es für uns wichtig einen Betrieb zu finden, welcher die Anliegen und die hohen Anforderungen des Endverbrauchers ernst nimmt. Mit einem zeitlichen Durchlauf von 3 bis max. 8 Wochen (je nach Anforderung und Aufwand), ist die Firma WITTKA damit durchaus adäquat unterwegs. Man kennt auch andere Zeiten… Die Ausführungen einer hochwertigen Oberfläche mit perfektem Glanz-Finish wurden uns eindrucksvoll demonstriert. Die Art der Vorgangsweise, sowie der gewissenhafte Umgang mit den Werkstücken haben uns bei diesem „Besuch beim Profi“ überzeugt und ihn als echten Oldtimer-Spezialisten bestätigt.
Das war unser Bericht und Erfahrungen zu Oldtimer Teile verchromen, vernickeln und verkupfern bei der Firma WITTKA in Wien / Österreich. Weitere interessante Oldtimer-Reportagen und Erfahrungsberichte beim Oldtimer Spezialisten finden Sie in der Übersicht: BESUCH BEIM PROFI