Cookies dienen der Webanalyse und der Benutzerführung. Die Verwendung zur vollen Funktionalität dieser Website ist leider unverzichtbar. Mit Klick auf „OK“ stimmen zu.
Bestes Verzeichnis am Markt mitOldtimer Spezialistenfür Profis und Endverbraucher
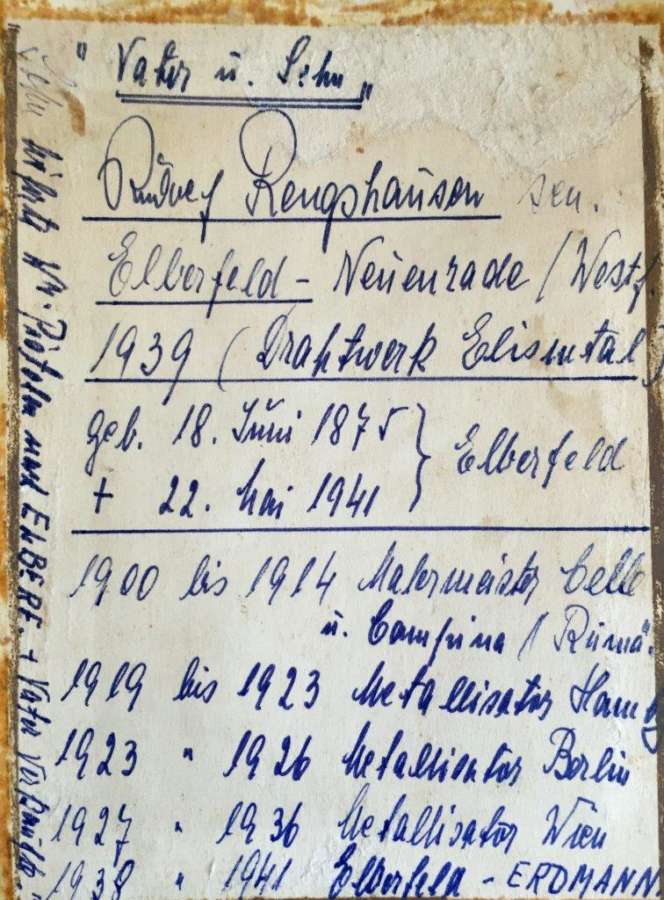
Zu Besuch beim Profi: Rudolf RENGSHAUSEN in Wien
FLAMMSPRITZEN
FLAMMSPRITZEN
Eine fast vergessene Methode greifen wir in diesem Beitrag auf und staunen über die enormen Einsatzmöglichkeiten.
Als wir das erste Mal über Flammspritzen und seine Möglichkeiten gehört haben war klar, dieser Sache müssen wir nachgehen. Fündig wurden wir in Wien, wo sich die Firma Rudolf RENGSHAUSEN nunmehr in der 5. Generation mit diesem Thema beschäftigt.
Hier werden im Flammspritzverfahren sämtliche Buntmetalle wie zum Beispiel Zink, Aluminium, Kupfer und alle möglichen Stahllegierungen auf Werkstücke gespritzt.
Ein Goldgriff für die Oldtimer-Szene. Denn dadurch ergeben sich Möglichkeiten in der Restauration, die sonst gar nicht denkbar wären – siehe unser Beispiel mit Zinkdruckguss im nachfolgenden Bericht.
Rudolf ENGSHAUSEN ist damit eine angesagte Adresse bei einer Oldtimer-Restauration.
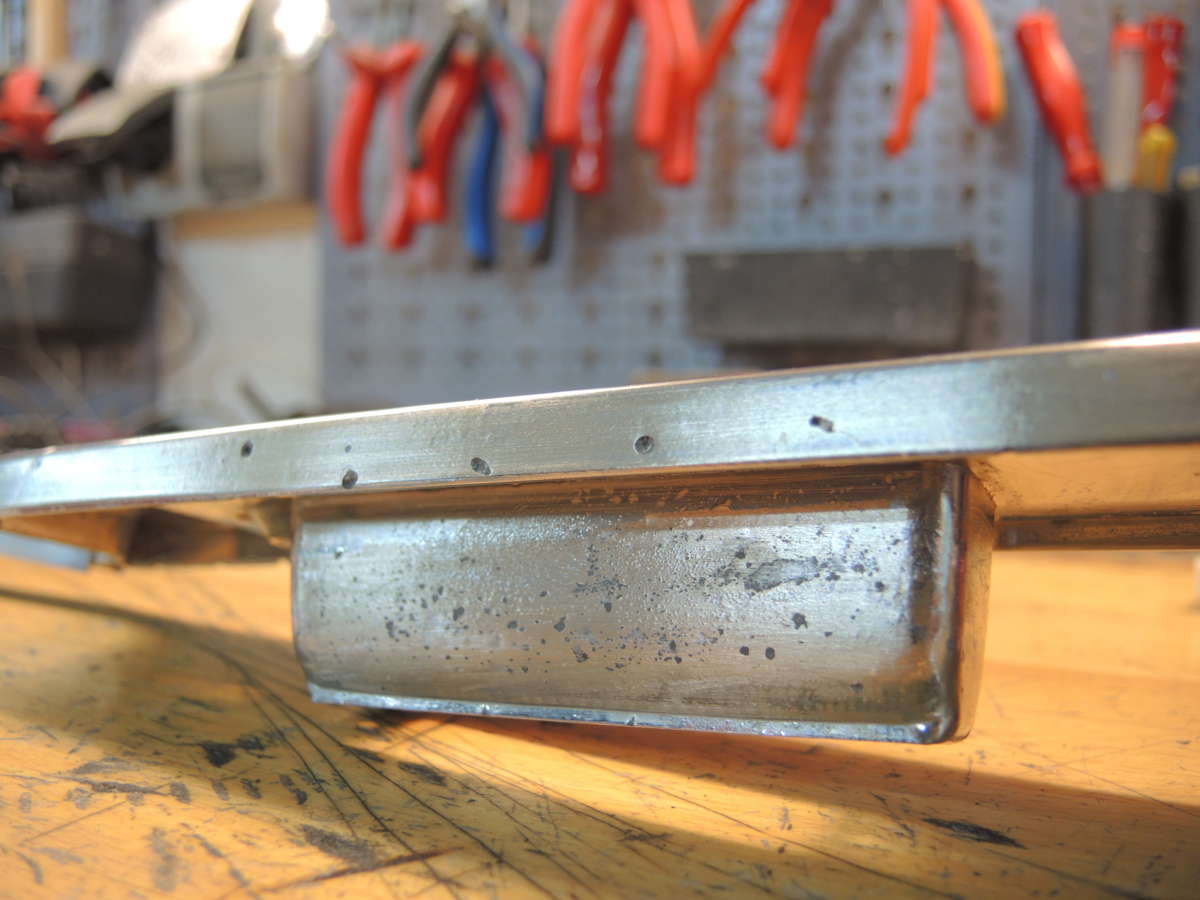
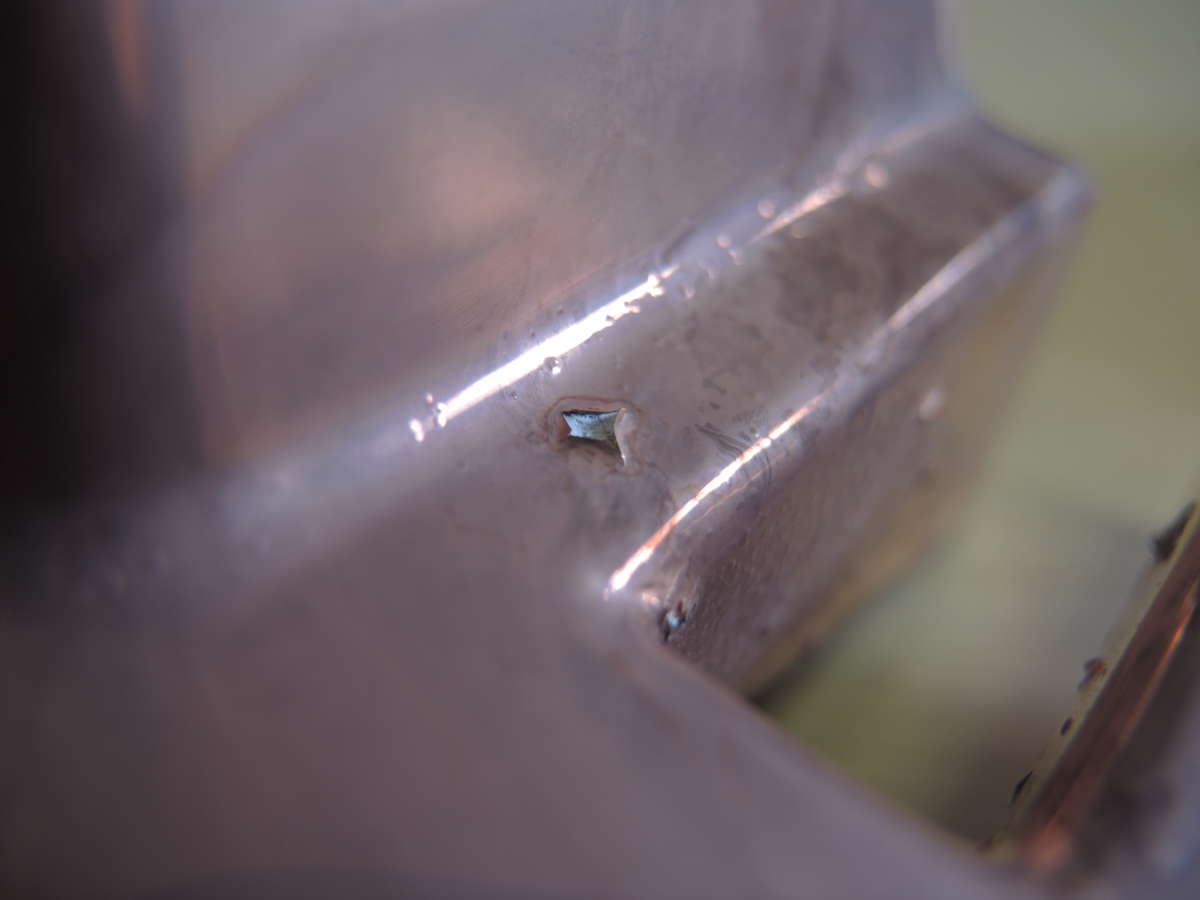
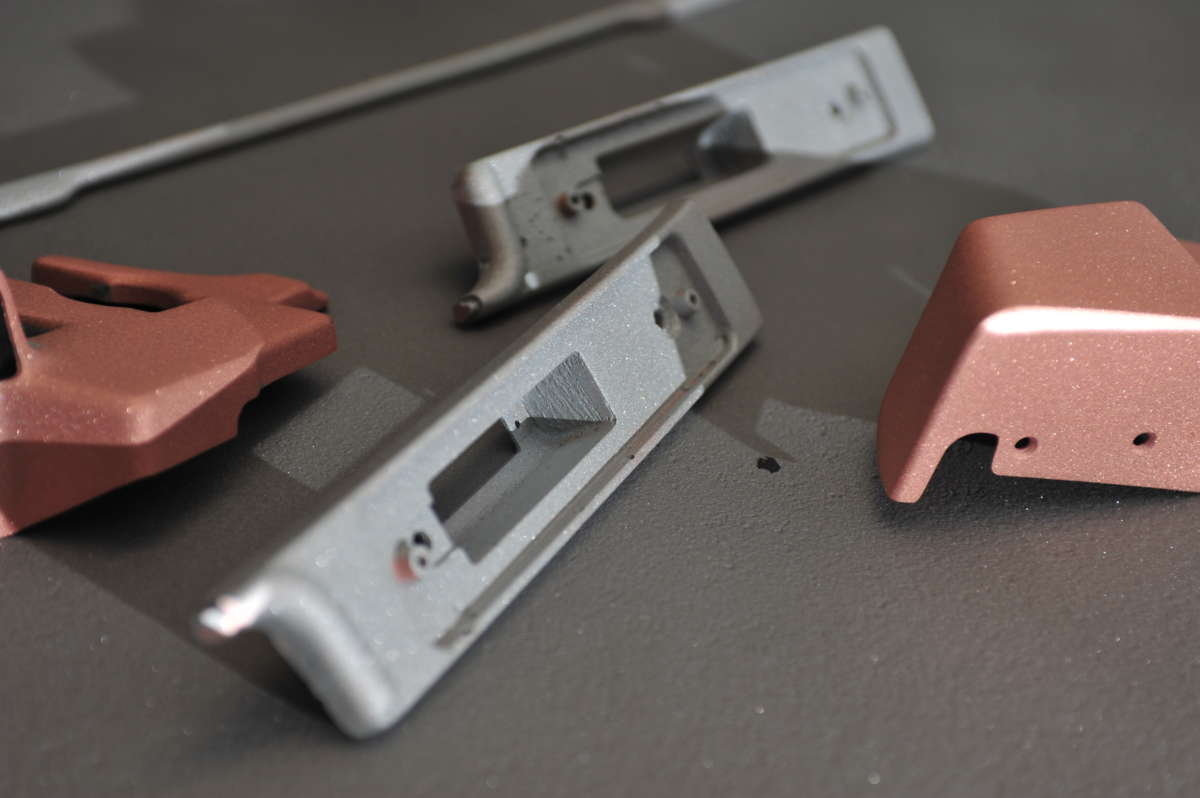
DRUCKGUSS-RESTAURATION: starker Zinkfraß, blühendes Chrom, Dellen und Macken.
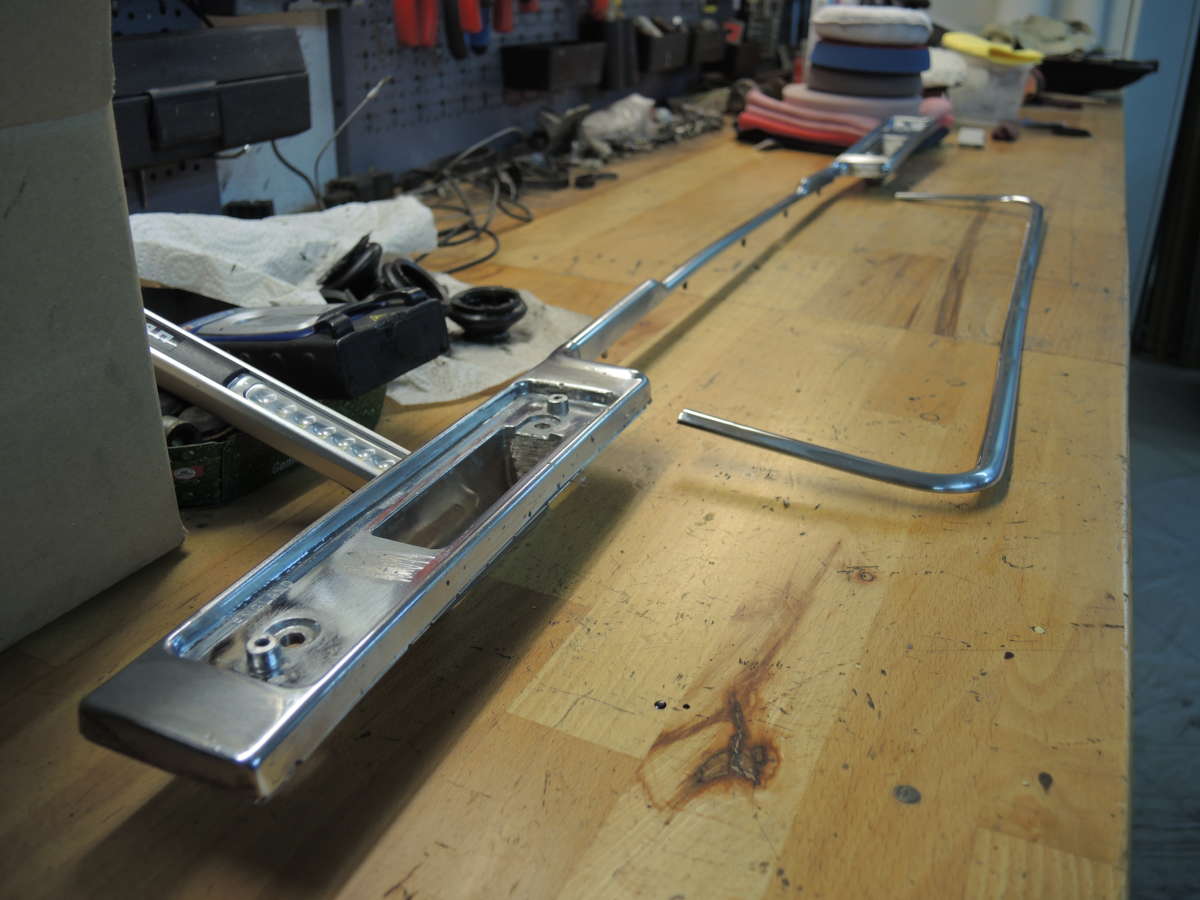
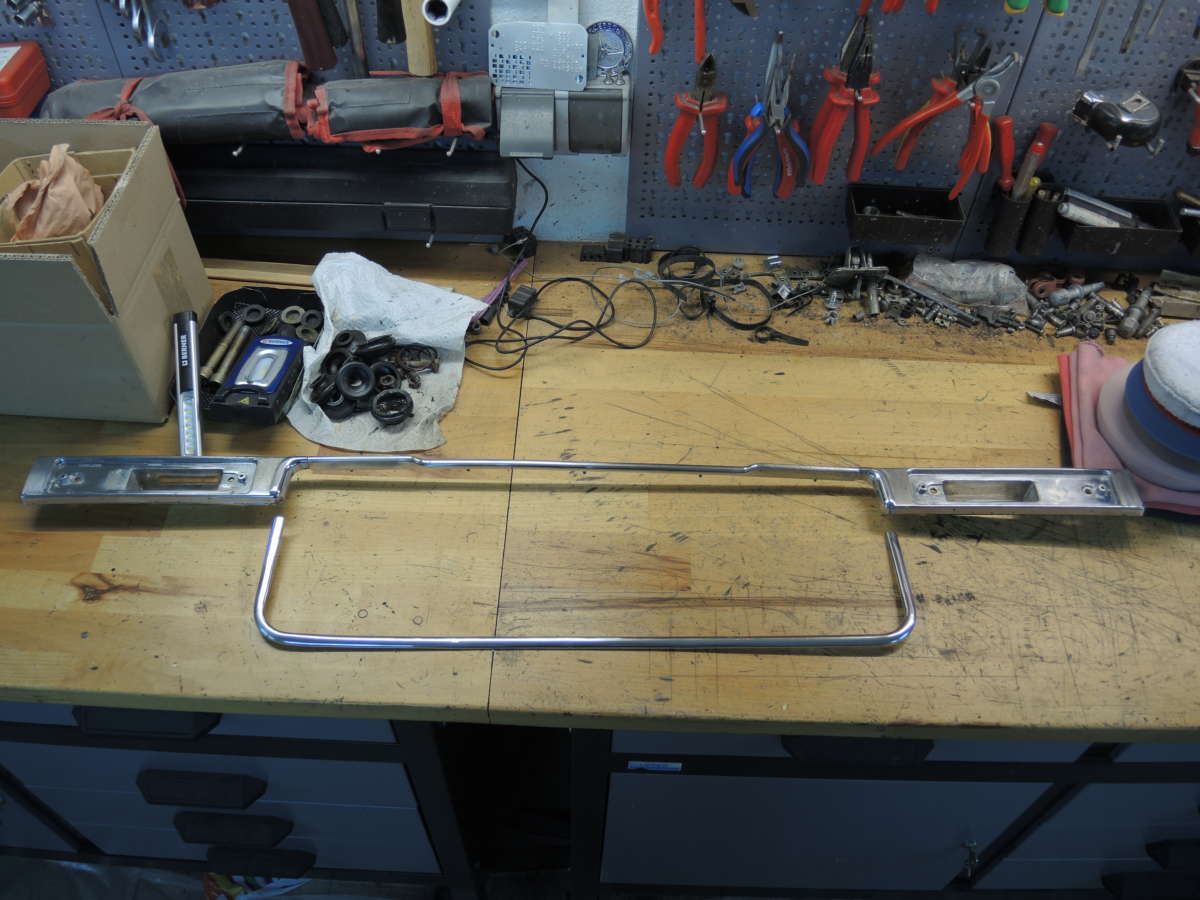
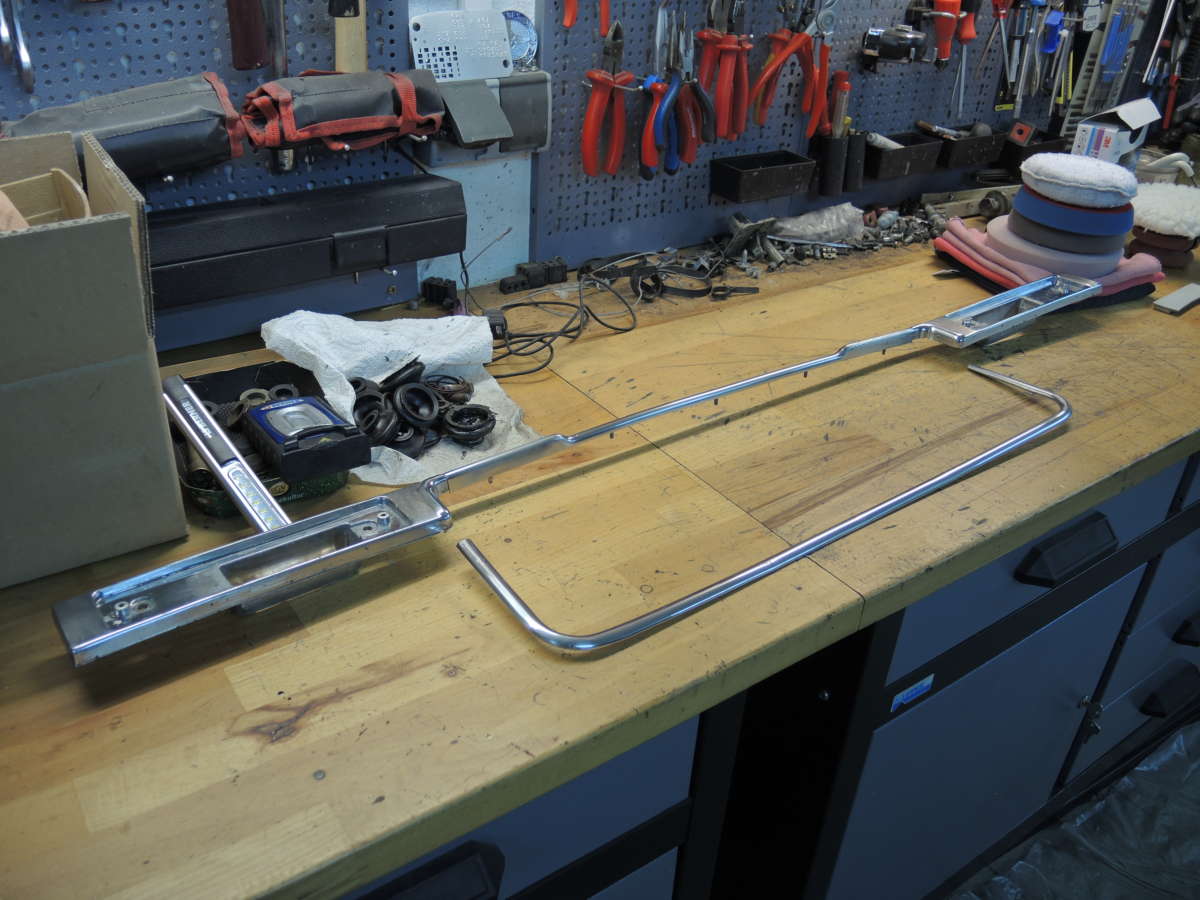
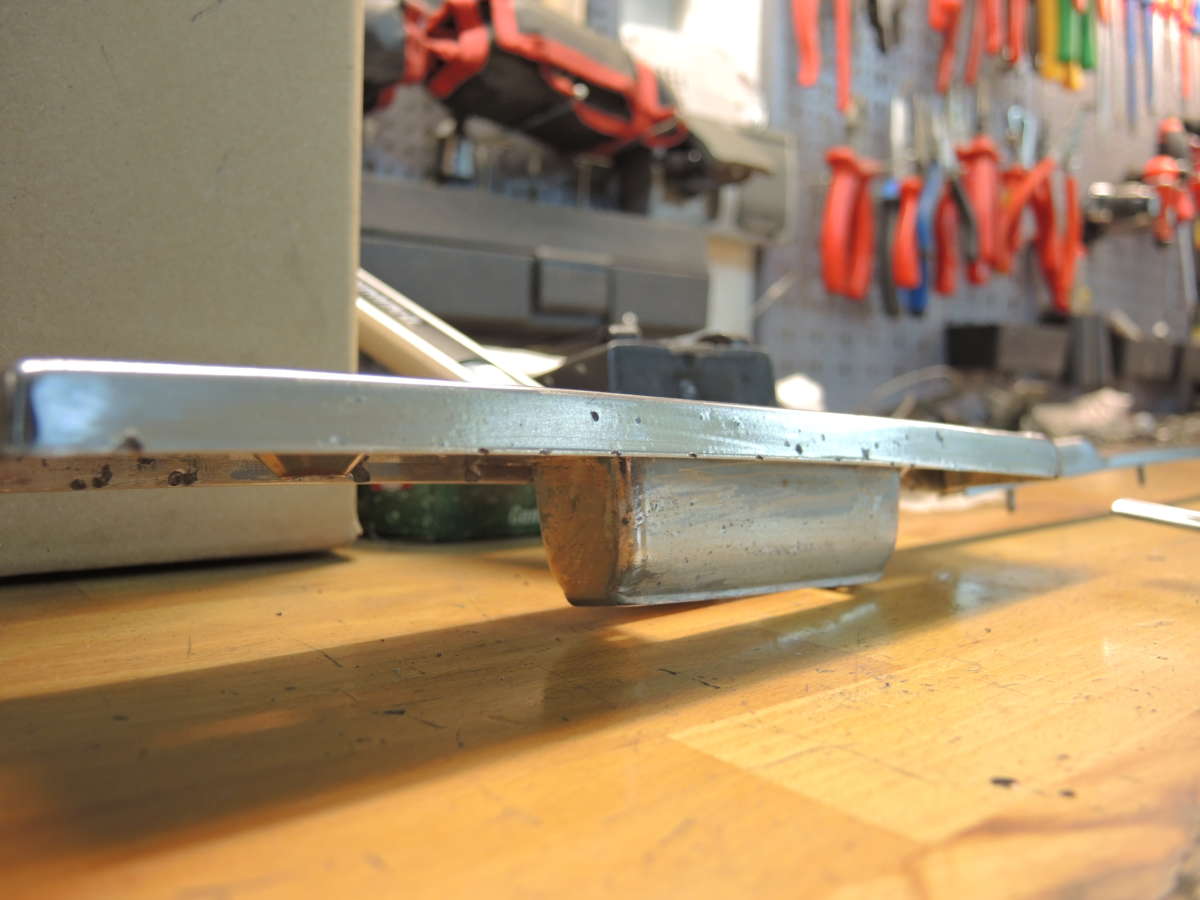
Für unseren PRAXIS-TEST haben wir uns von einem Jaguar XJ 12 Serie I+II die Chromeinheit vom Kofferraumdeckel und von einem Mercedes R107 die Abdeckung des Verdeckgestänges besorgt.
Ziel ist es, alle Teile wieder wie neu aufzubereiten. Dazu sollen die Werkstücke am Ende eine komplette Kupferschicht bekommen und in der Galvanik neu verchromt werden. An den Gussteilen sehen wir ganz deutlich, wie der Zinkfraß (im Volksmund auch „Zinkpest“ genannt) hier bereits fortgeschritten ist. Es ist ein Korrosionsprozess – der Zustand teils erbärmlich. Die Ursache liegt in den Legierungsmischungen des Zinkdruckgusses, was zur Folge hat, dass der Zinkdruck „ausgast„. Dieses „Ausgasen“ lässt jegliche Oberflächenbehandlung „aufblühen„. Beschleunigt wird dieser Prozess unter anderem durch eventuelle chemische Einwirkung (Wintersalz). Dieses kriecht durch offene Oberflächen (z.B. Rückseite, die nicht geschlossen ist).
SCHRITT 1 von 5: Zerlegen, Reinigen, Prüfen
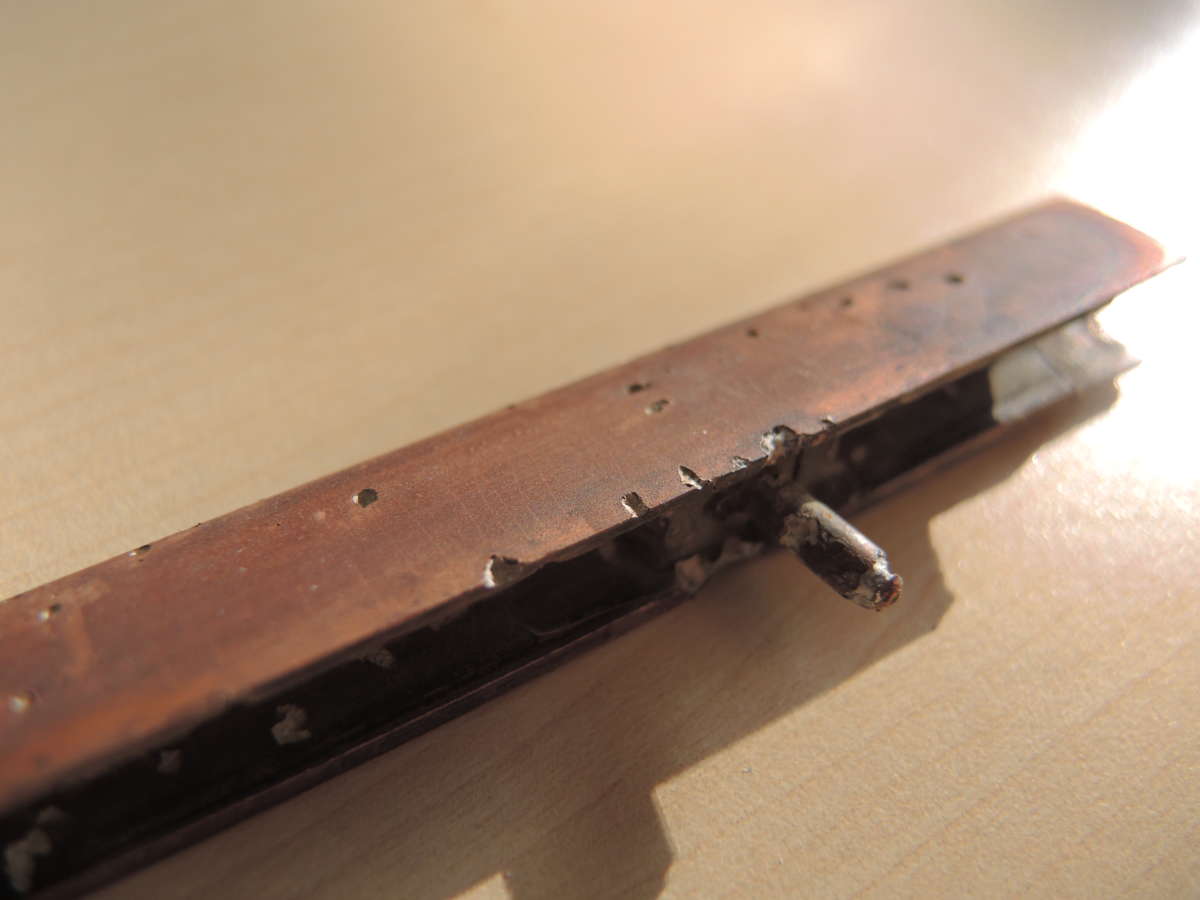
Als Erstes müssen wir unsere desolaten Teile zerlegen. Die beiden Rückfahrscheinwerfer haben noch eingeklebte Dichtungen, sowie ein eingenietetes Gehäuse für die Lampenaufnahme.
Die Nieten werden hierzu vorsichtig mit einem 3mm-Bohrer aufgebohrt, und das Gehäuse entnommen. Nun sind alle Teile lose und können gereinigt und entfettet werden.
Bevor es im Schritt 2 in die Galvanik geht, wird geprüft, ob das Werkstück Aufnahmen zum Aufhängen hat (z.B. Löcher). Ansonsten müssen vor dem nächsten Schritt mindestens 2 Aufnahmen gemacht werden, z.B. Sack-Gewinde von hinten mit eingedrehten Schrauben.
WICHTIG: Beachten Sie bitte, dass Sie zu diesem Zeitpunkt KEINE SCHLEIF- oder STRAHLARBEITEN DURCHFÜHREN!!! Die Oberfläche soll vor dem nächsten Schritt nicht zusätzlich beschädigt werden.
SEHR WICHTIG: Die Teile dürfen nur elektrolytisch entmetallisiert werden!!! Bei einer chemischen Entmetallisierung können sich Säuren im Druckguss absetzen, die möglicherweise nicht mehr neutralisiert werden können. Dies kann zum einen zur Zerstörung der Zink-Legierung führen, und zum anderen zu einer weiteren Ausgasung nach dem Verchromen.
Beauftragen Sie dazu ausschließlich Unternehmen, die wissen was sie tun. Das elektrolytische Abziehen von Chrom und Nickel muss langsam und mit geringer Stromstärke durchgeführt werden. Denn auch bei diesem Prozess werden zumindest Laugen eingesetzt. Zu viel Stromstärke zerfrisst den Zinkdruckguss!
WICHTIG zu Punkt 1: Die Werkstücke vorher nicht schleifen. Da nur die Schichten Chrom und Nickel abgezogen werden müssen, und die letzte Schicht Kupfer vorhanden bleiben soll. Somit gibt es noch einen Schutz vor dem blanken Material.
Wir haben inunserem Test auch ein teilweise geschliffenes Werkstück abgegeben, mit dem Ergebnis, dass hier das offene Material deutlich angegriffen wurde. Wir empfehlen für diesen Prozess die Galvanik Firma WITTKA in Wien. Sie haben dazu die nötige Erfahrung. Mehr dazu am Ende unter „Alles aus einer Hand“.
SCHRITT 3 von 5: Geschlossene Blasen anschleifen, Kanten entgraten, vorbereiten
Nachdem unsere Werkstücke aus der Galvanik zurück sind, prüfen wir zunächst das Ergebnis. Dabei stellen wir wie in Punkt 1+2 angesprochen fest, dass Teile die VOR dem Entmetallisieren bis auf das Grundmaterial angeschliffen wurden, deutlich höher angegriffen wurden. Bevor die Teile nun zum Flammspritzen kommen, müssen noch scharfe Kanten gebrochen werden, damit eine optimale Haftung erzielt werden kann. Weiters müssen nun geschlossene Blasen angeschliffen werden, damit diese offen sind. Das ist wichtig, da die Werkstücke im nächsten Schritt gestrahlt werden. Alle Blasen müssen innen gestrahlt werden können, denn sie werden später gefüllt. Gewindeöffnungen prüfen und mit Blindschrauben verschließen.
CLASSIC-PORTAL.com besucht regelmäßig Oldtimer-Spezialisten und präsentiert diese dem zielorientierten Publikum. Möchten auch Sie Ihren Spezialbetrieb zeigen? Kontaktieren Sie uns bitte unter info@classic-portal.com
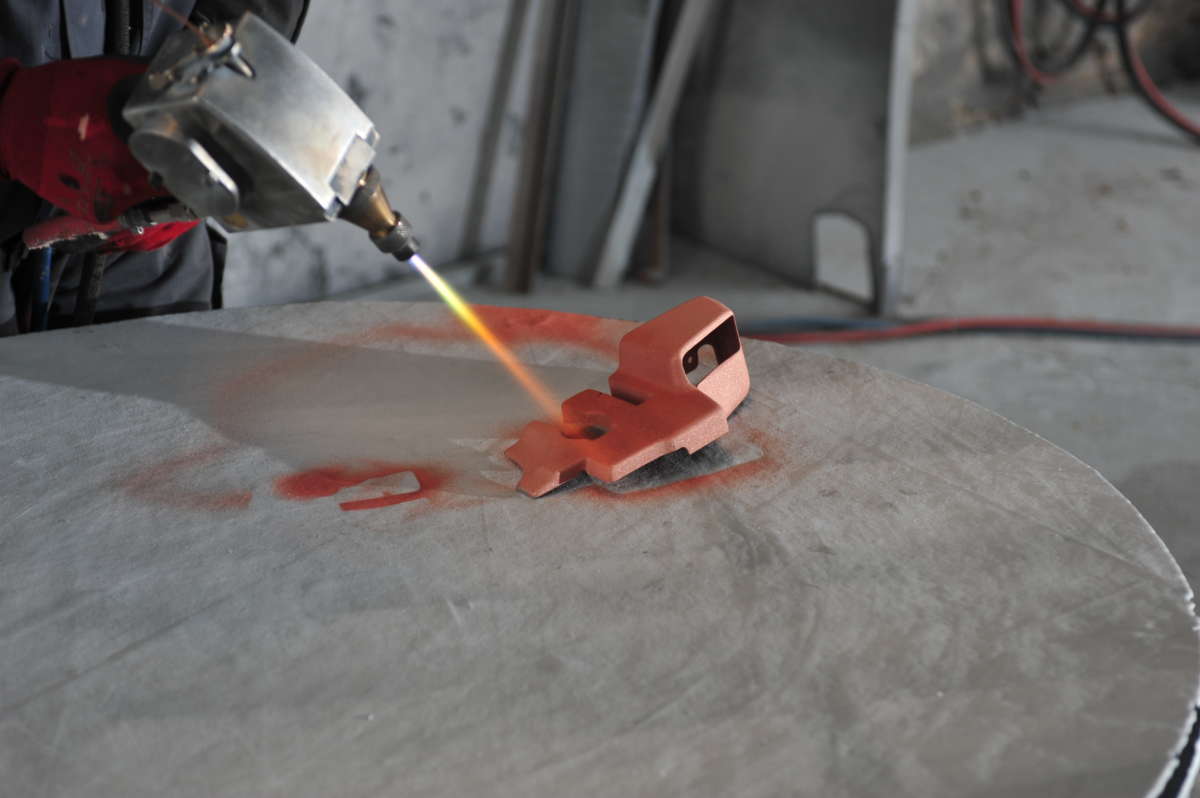
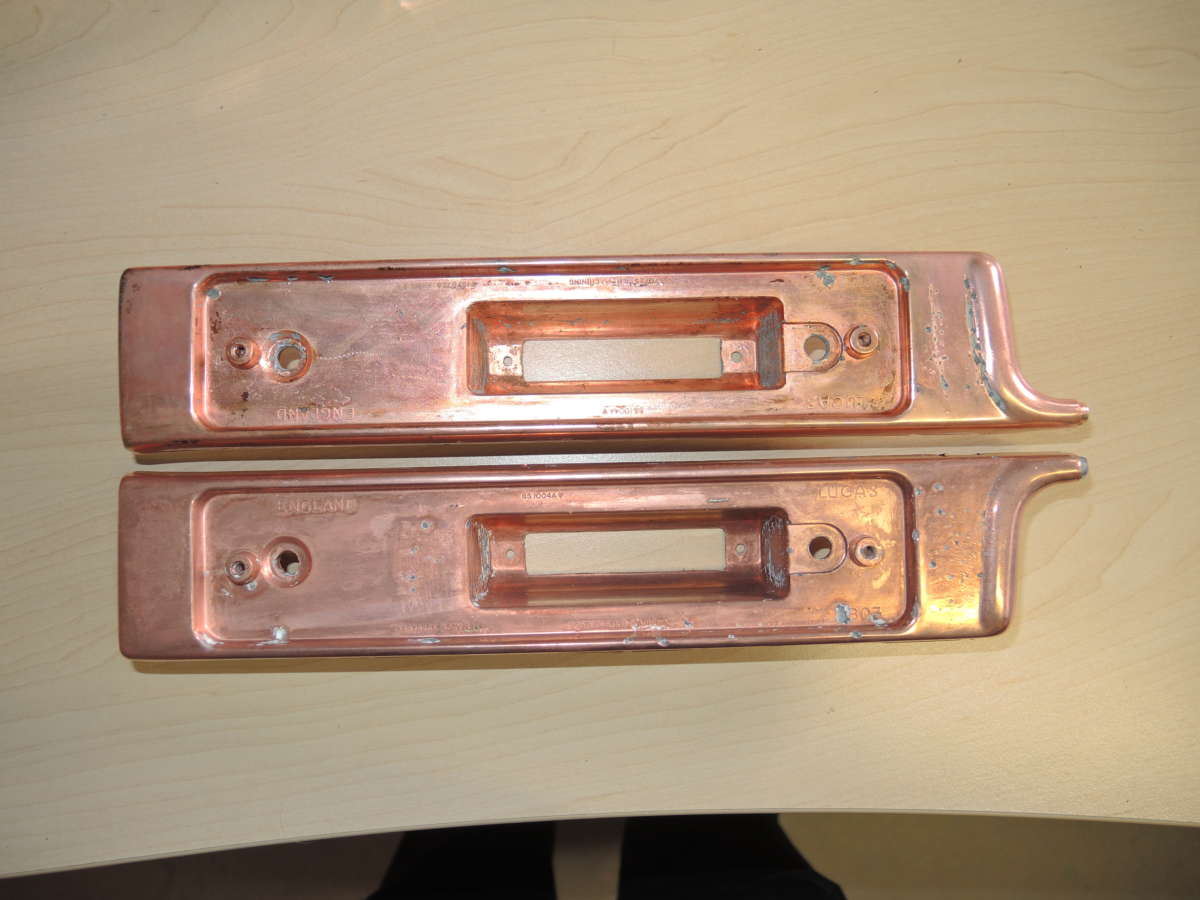
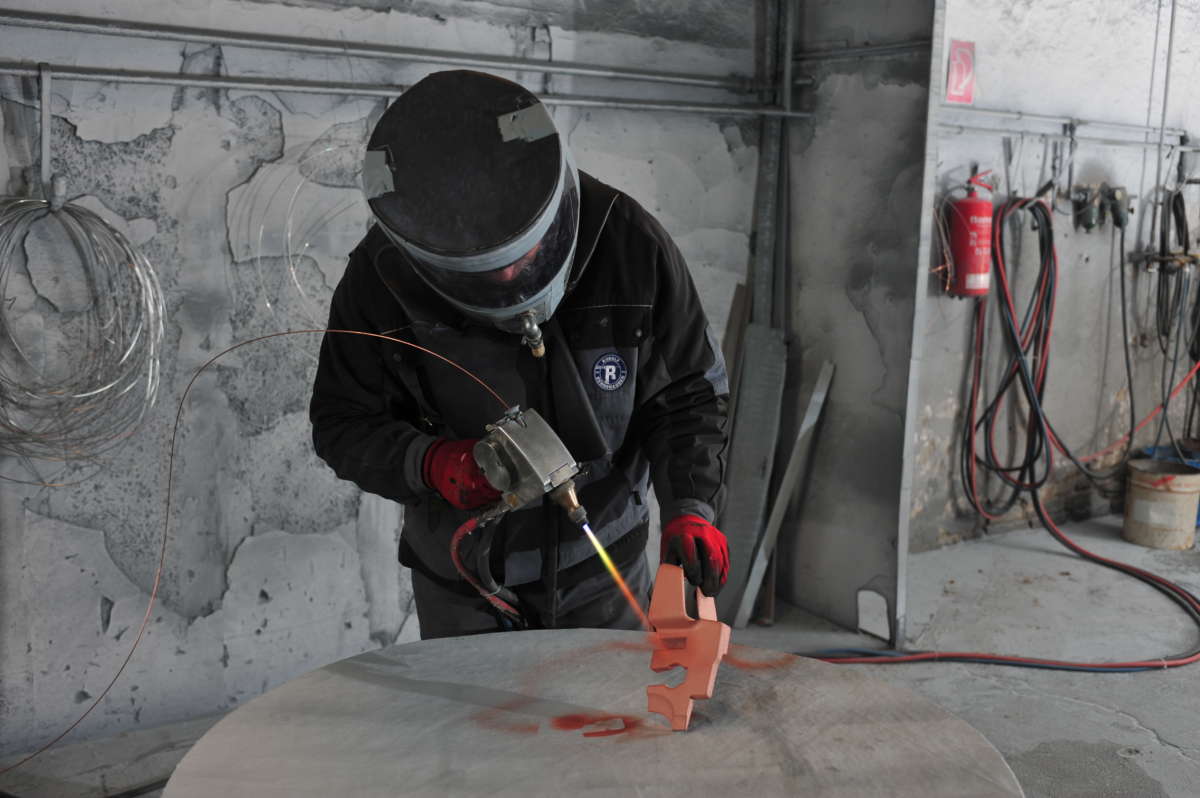
Wir sind nun bei der Firma Rudolf RENGSHAUSEN in Wien, wo unsere Teile weiter bearbeitet werden. Zunächst werden alle Teile 2x gestrahlt. Das 1. Mal mit einem feinen Strahlmittel um wirklich alle kleinen Poren sauber zu bekommen. Der 2. Schritt erfolgt mit einem groben Strahlgut, der für eine griffige Oberfläche und damit ausreichender Haftung für unser gewähltes Material sorgt. Nun wird mit der Flammspritz-Methode Kupfer auf das Material aufgetragen. Dabei wird ein Kupferdraht in einer Pistole geschmolzen und anschließend mit Druck auf das Material geschleudert – einfach gesagt! In Wirklichkeit ist dieses Verfahren mehr als beeindruckend, denn es kann de facto so viel Material aufgetragen werden, als notwendig. Unsere Löcher vom Zinkfraß werden komplett gefüllt und das gesamte Werkstück bekommt einen Überzug aus Kupfer. Damit ist es leitfähig und kann in der Galvanik weiterbearbeitet werden.
"Wir arbeiten seit Jahren mit der Galvanik Firma WITTKA in Wien zusammen, die sich in unmittelbarer Nähe zu uns befindet. Alle entmetallisierten Teile wurden immer perfekt angeliefert. Das ist ein wichtiger Punkt für einen problemlosen Materialaufbau bei uns. Es ist ein sehr gutes Zusammenspiel."
Rudolf Rengshausen
Geschäftsführer
SCHRITT 5 von 5: Schleifen, neu galvanisieren
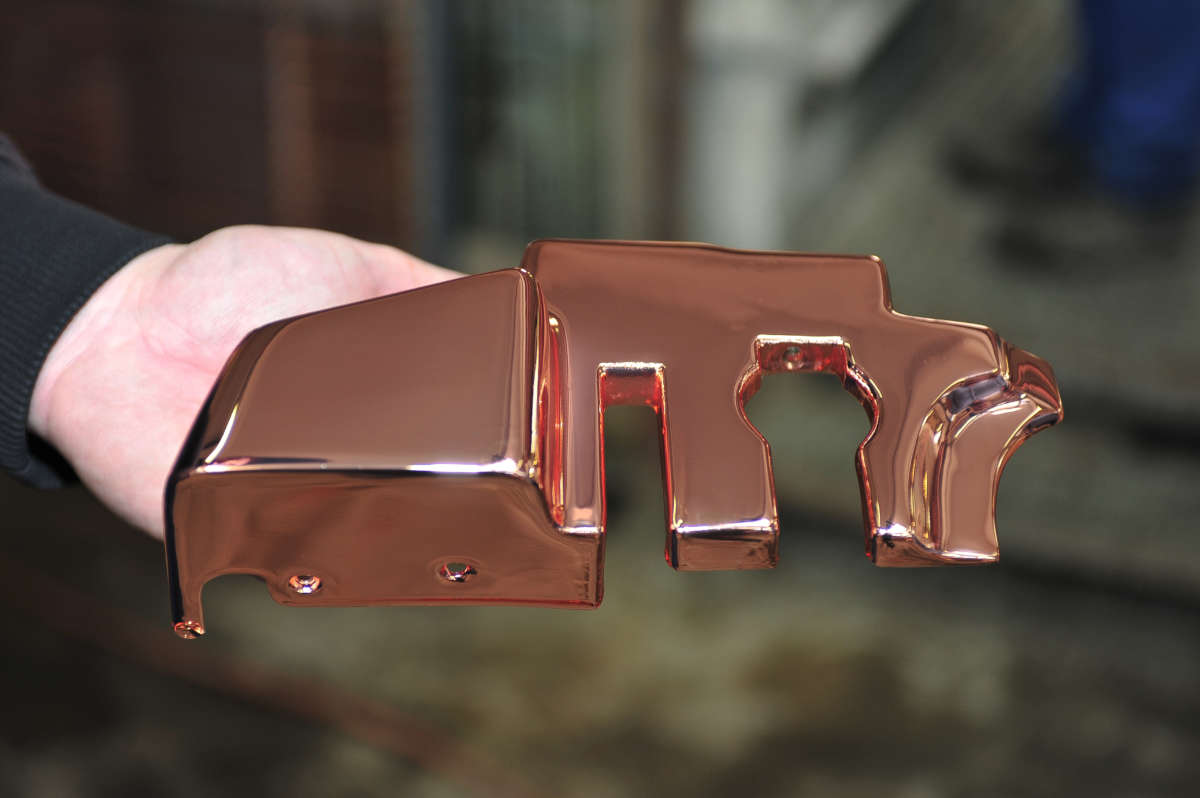
Das nun fertig aufgetragene Kupfer hat eine raue, poröse, teils unebene Oberfläche, je nachdem wo wieviel aufgetragen wurde.
Deshalb ist der nächste Schritt eine professionelle Schleiferei. In unserem Fall ist das direkt der Galvanik Betrieb der Firma WITTKA in Wien. Hier wird nun professionell geschliffen, sodass eine glatte, glänzende Oberfläche entsteht.
Im Anschluss werden die Werkstücke noch galvanisch verkupfert, vernickelt und schließlich verchromt.
Damit ist der Vorgang abgeschlossen und die Werkstücke sind wieder wie neu.
Flammspritzen hilft enorm, gerade wenn Teile nicht mehr lieferbar sind. Mit dieser Methode ergeben sich fast unbegrenzte Möglichkeiten.
Die Firma Rudolf RENGSHAUSEN bietet in Zusammenarbeit mit der Galvanik Firma WITTKA alle Schritte von 1-5 „aus einer Hand“. Wir haben Ihnen mit diesem Beispiel gezeigt, dass es möglich ist, verzinkte Druckgussteile wieder neu aufzubereiten und zu verchromen. Gerne organisieren die Firmen Rudolf RENGSHAUSEN und WITTKA alle Arbeitsprozesse. Sie freuen sich auf neue Herausforderungen.
"Gerade für die Oldtimer Szene können wir viele Materialien wieder aufbereiten. Wie dieser Bericht zeigt, sind auch schwierige Fälle kein Problem. Das Know-how in der Materialaufbereitung ist unsere Stärke."
Michael Rengshausen
Junior
weitere Leistungen:
Die Firma Rudolf RENGSHAUSEN beschäftigt sich seit über 100 Jahren bereits in der 5. Generation mit diesem Verfahren. Sie bietet neben dem Flammspritzen mit Kupfer auch die Bearbeitung mit vielen anderen Materialien. Z.B. Spritzverzinken auf Karosserien (Rostschutz, verzugsfrei) oder Aluminiumspritzen auf Fahrzeugteilen wie Auspuffkrümmer (keine rostigen Krümmer mehr) an. Außerdem können verschiedene Metalllegierungen und sogar Keramik (z.B. Hitzeschutz bei historischen Rennfahrzeugen) aufgebracht werden. In 6 Strahlkabinen – teilweise in LKW-Größe – werden auch Oldtimer gestrahlt. Unterschiedliches Strahlgut steht zur Verfügung
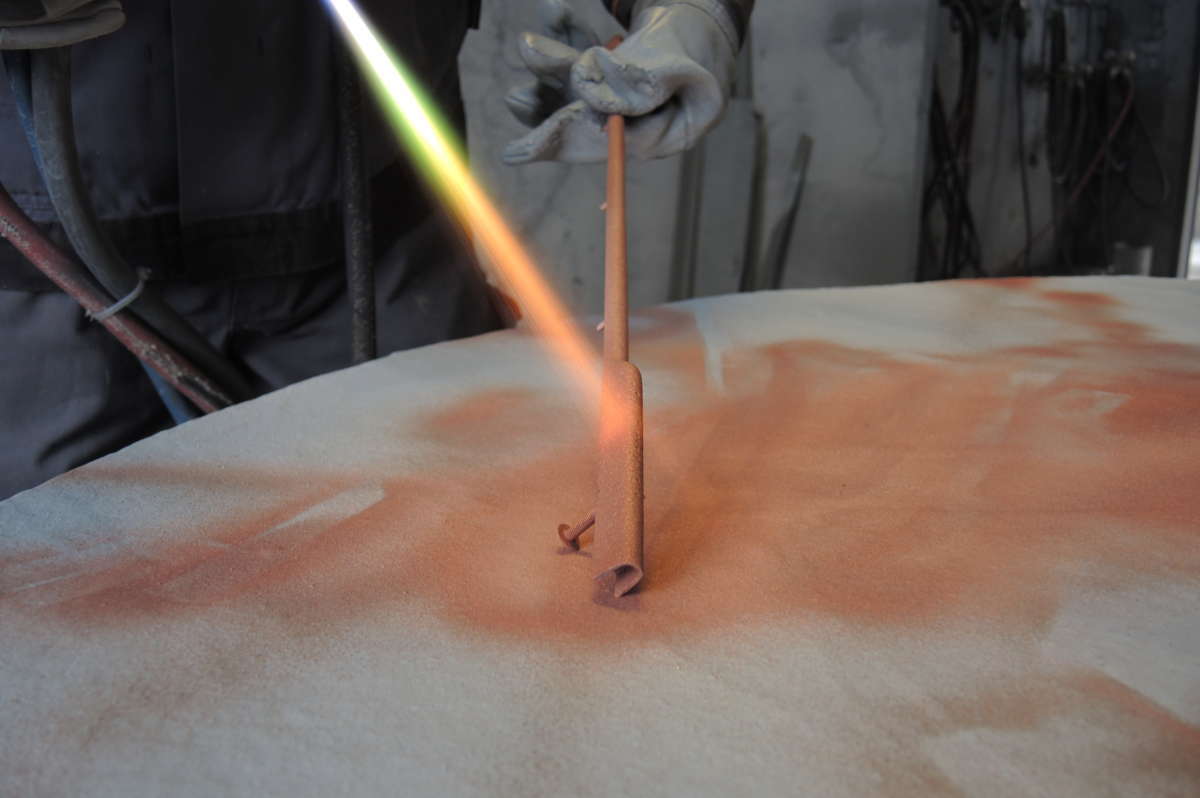
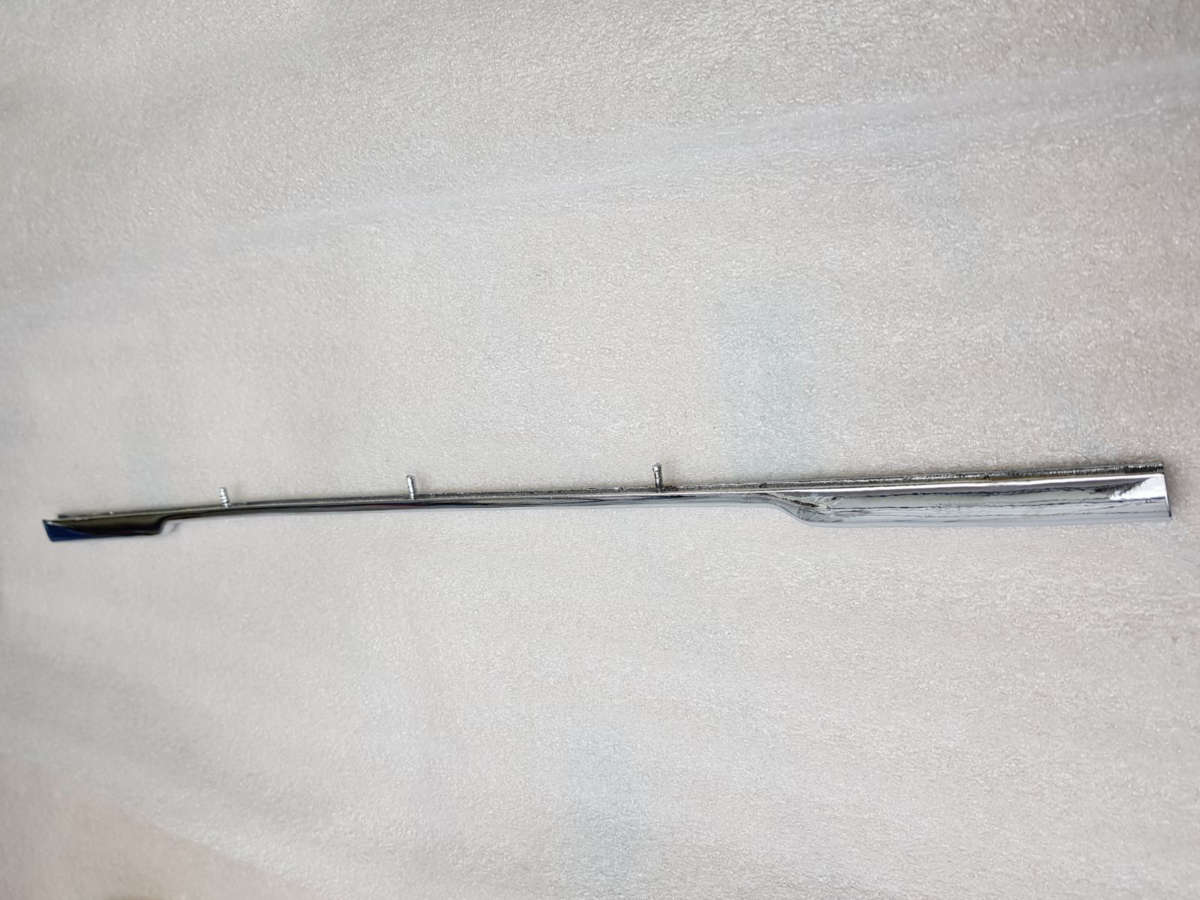
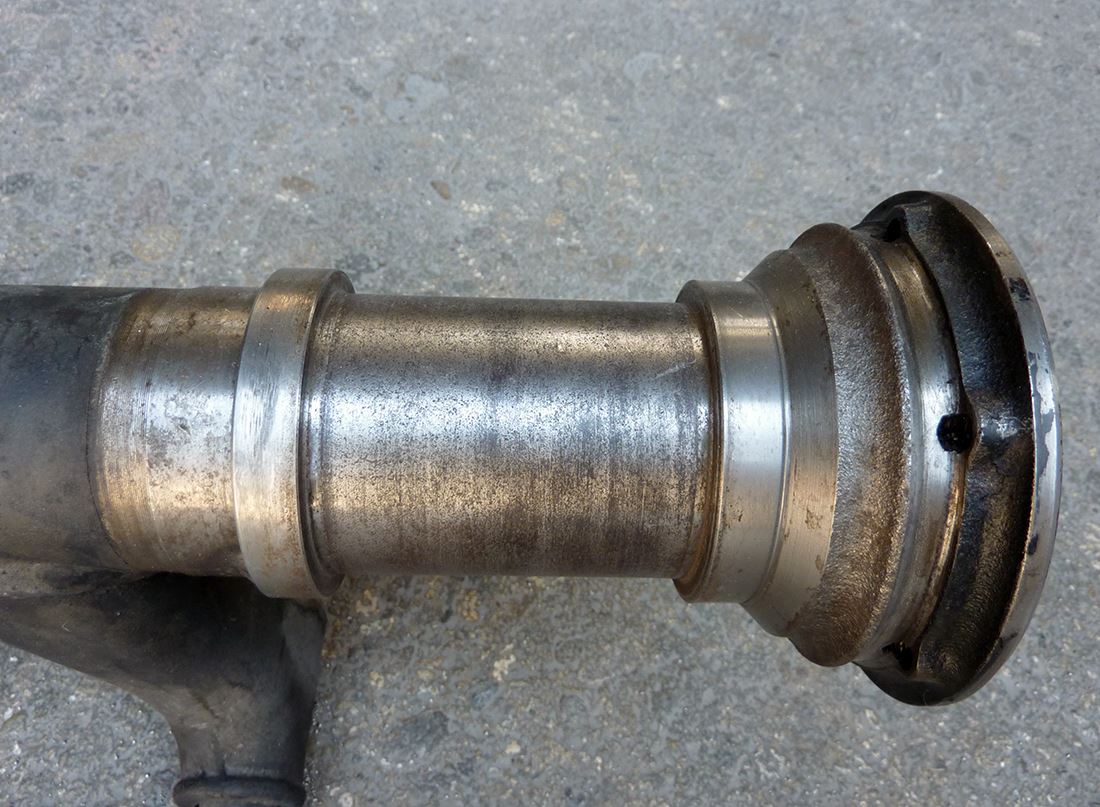
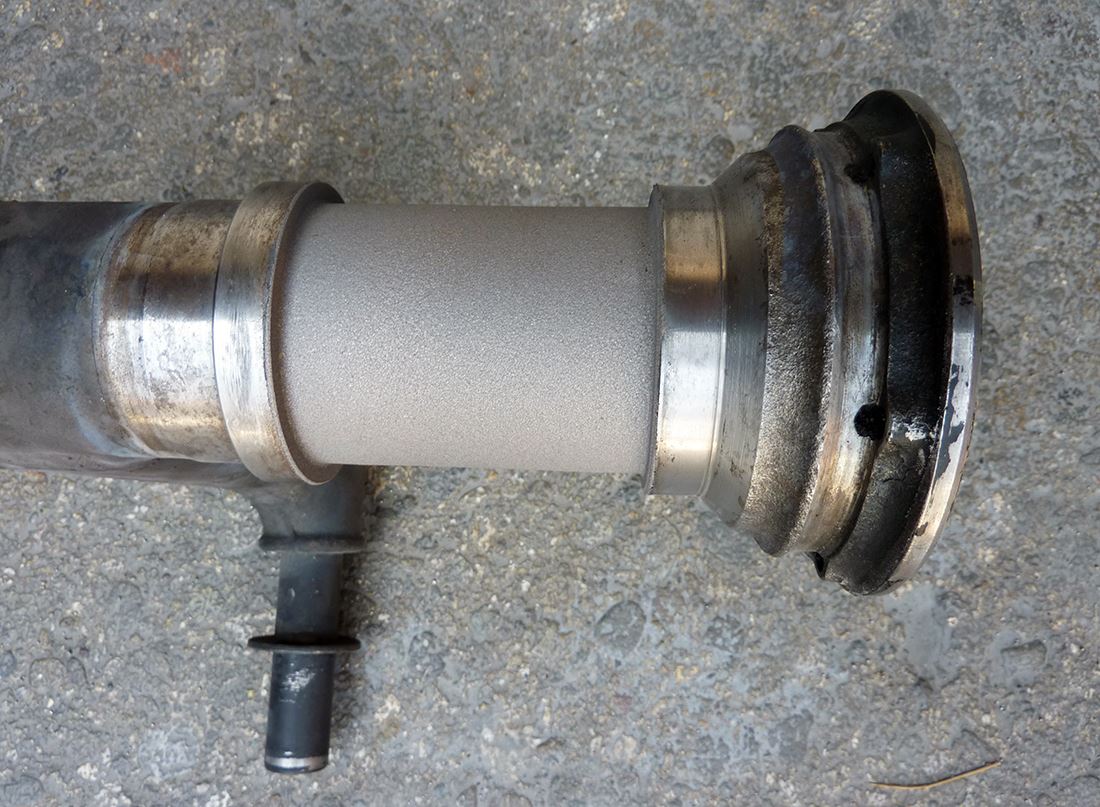
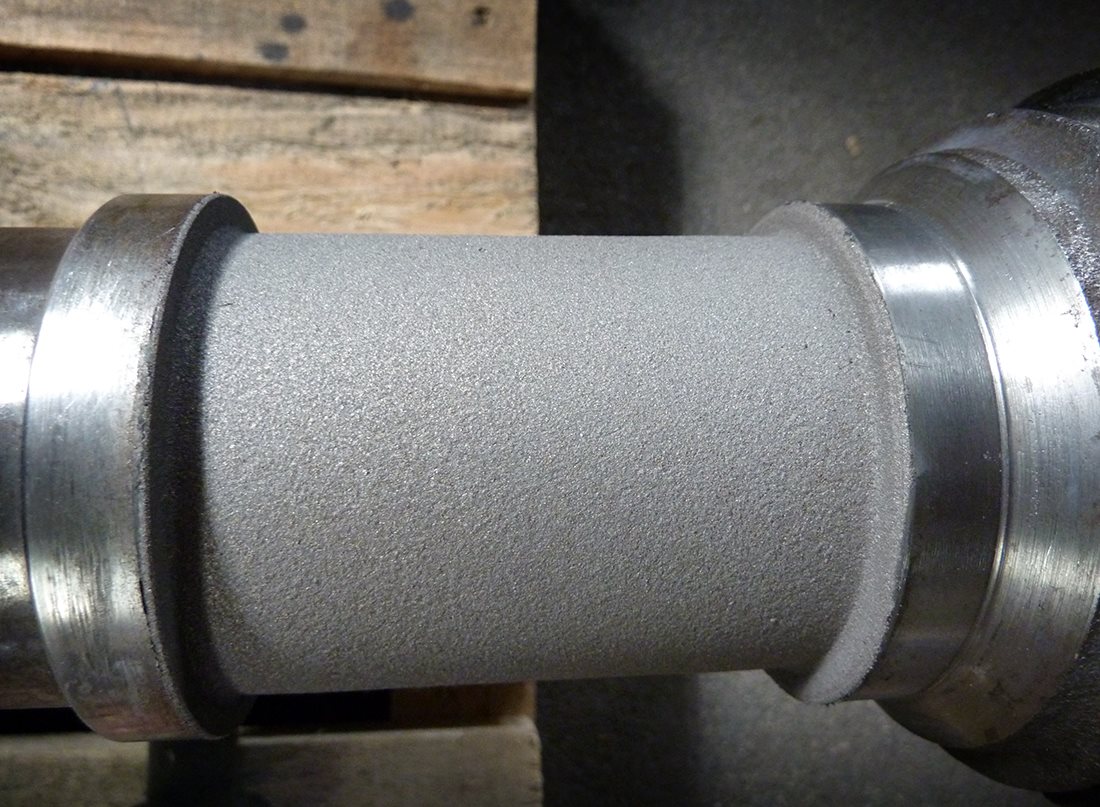
Hier wurde dafür gesorgt, dass das Tragrohr eines Mercedes Benz 600, das mit einem Durchmesser von 64,9 Millimetern gebracht wurde, wieder rund läuft. Zur Vorbereitung musste das Rohr gestrahlt werden, danach wurden 0,4 Millimeter Stahl aufgespritzt, um den Durchmesser auf 65,3 Millimeter zu erweitern. Die letzten Arbeiten hat der Kunde selbst durchgeführt, indem er das Rohr auf exakt 65 Millimeter abgedreht (abgeschliffen) hat. Das ist übrigens der ursprüngliche Anwendungszweck der Technik des Metallspritzens: Stahl wird auf eine abgenützte (verbrauchte) Lagerstelle mit Übermaß aufgespritzt, anschließend wird auf das ursprüngliche Fertigmaß abgedreht beziehungsweise geschliffen (reduziert). So erhält man wieder den ursprünglichen Durchmesser der Lagerstelle.
BEISPIEL: Spritzverzinken
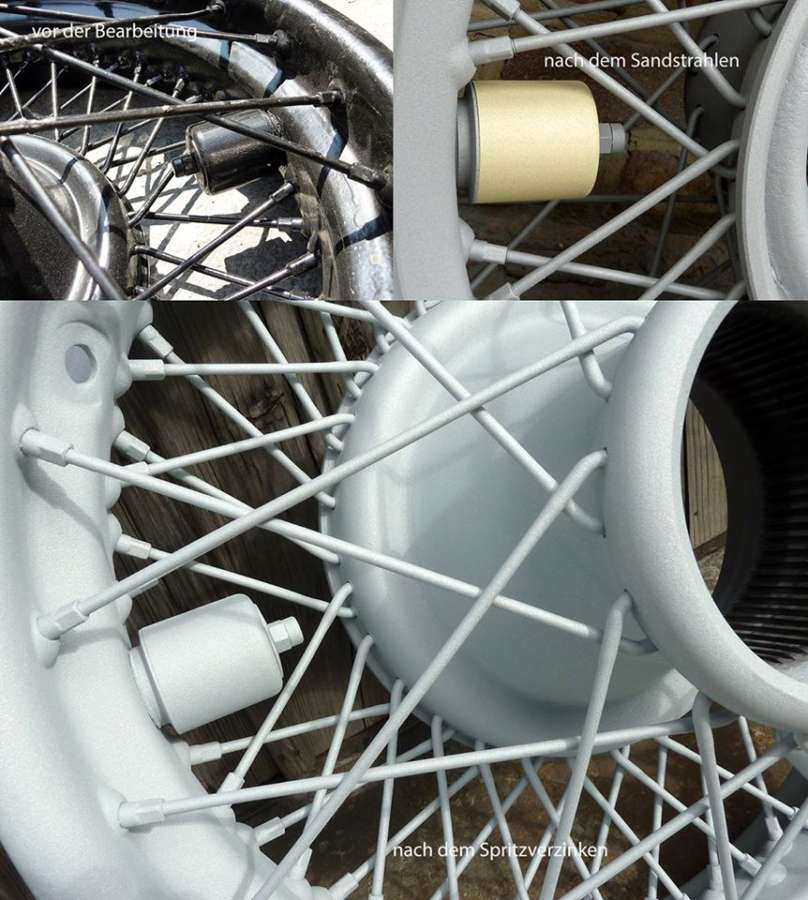
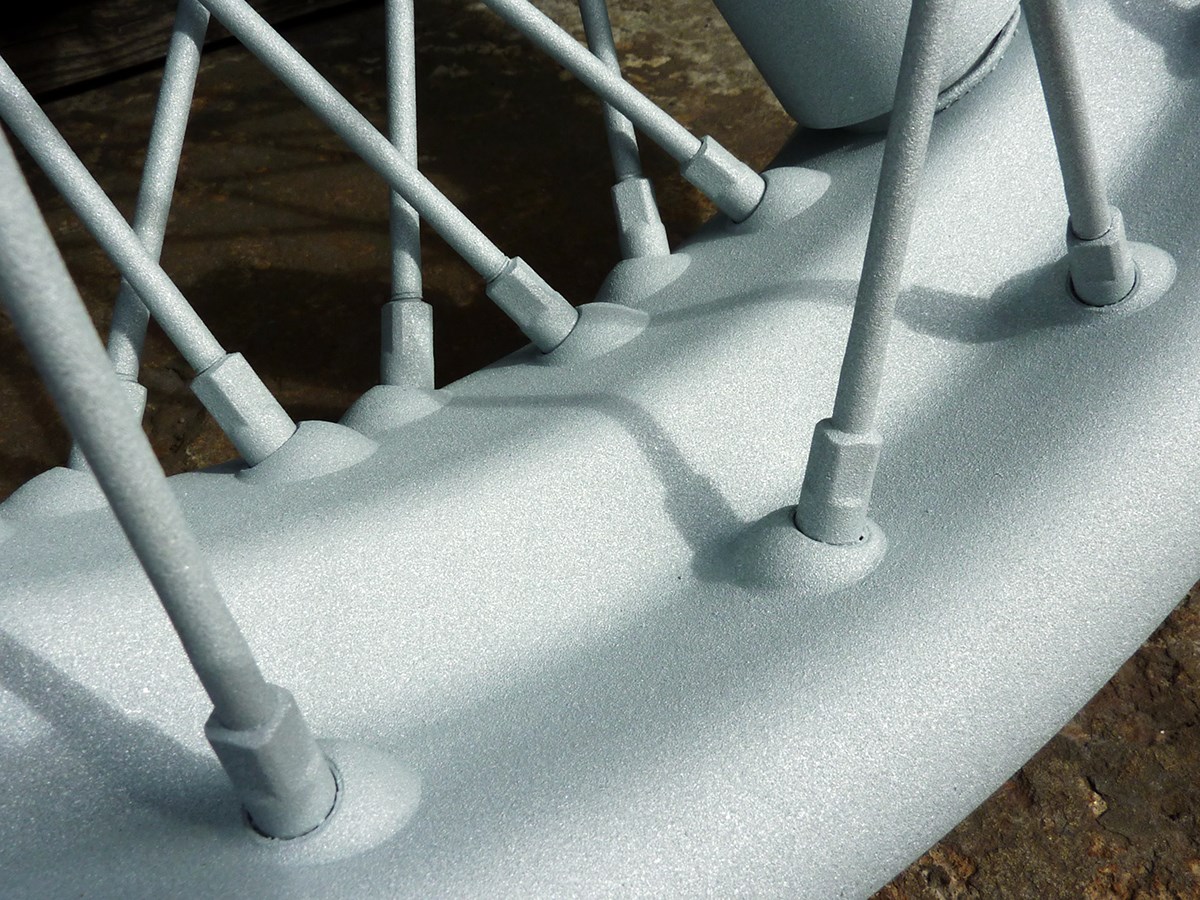
Vor einiger Zeit wurden bei Rudolf RENGSHAUSEN die Felgen eines Rolls-Royce Phantom BJ. 1935 sandgestrahlt und spritzverzinkt. Da die Felgen nicht verchromt, sondern lackiert wurden, war dies die optimale Wahl. Eine Spritzverzinkung hält stärkere Beanspruchung stand als eine galvanische Verzinkung. Gegenüber dem Feuerverzinken hat das Spritzen den Vorteil, dass es hierbei keinen Wärmeverzug gibt und im Anschluss sofort mit jedem Lack lackiert werden kann. Hier ein paar Fotos im Vorher-Nachher-Vergleich sowie Detailaufnahmen der spritzverzinkten Speichen.
Außerdem noch Bilder vom Spritzverzinken an Fahrzeugkarossen.
BEISPIEL: Aluminiumspritzen
Aluminiumspritzen ist besonders für Auspuffe und Krümmer geeignet. Also dort, wo Temperaturen deutlich höher sind, als dies Zink vertragen würde. Nach dem Sandstrahlen vom Trägermaterial, wird Aluminium aufgespritzt. Dies ist bis rund 900° Hitzebeständig und behält eine geschlossene Oberfläche. Die leicht raue Oberfläche kann auf Wusch bei Rudolf RENGSHAUSEN direkt mit einem hitzefesten Lack überzogen werden. Mit diesem Verfahren gehört Rost am Krümmer oder Auspuff der Vergangenheit an! Für extreme Hitze, wie etwa im Motorsport, kann Rudolf RENGSHAUSEN auch Beschichtungen mit Keramik auftragen. So konnte in einem Test die Abstrahlungstemperatur des Krümmers eines Rennwagens um ca. 30%von rund 1.200° auf rund 900° gesenkt werden!!!
Unser Fazit
Ein sehr interessanter Besuch beim Profi. Gerade in der Oldtimer-Szene sind die oben gezeigten Beispiele kein Einzelfall. Diese Probleme gibt es tausendfach!!! Das Bearbeiten von Zink-Druckguss ist eine enorme Erleichterung. Vor allem dann, wenn das Teil anschließend noch verchromt werden soll.
Die auftauchenden Probleme waren doch immer dieselben. Galvaniker konnten zwar oft noch damit beginnen, Chrom und Nickel sorgfältig zu entfernen. Spätestens wenn es darum ging, den Zinkfraß zu reparieren, war das Ende der Fahnenstange erreicht. Und selbst wenn Sie jemand fanden, der den Zinkfraß z.B. mit Lot reparieren konnte, kamen Sie in der Galvanik beim Verchromen nicht weiter, weil die Leitfähigkeit des Werkstückes nicht gegeben war.
FAZIT: Hier haben wir eine super Lösung an die jeder Restaurator denken sollte.
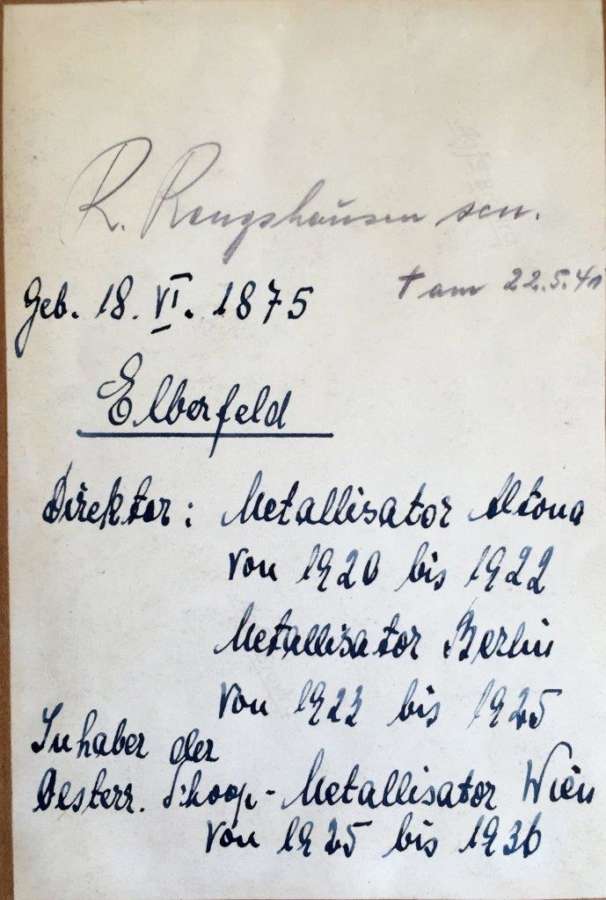
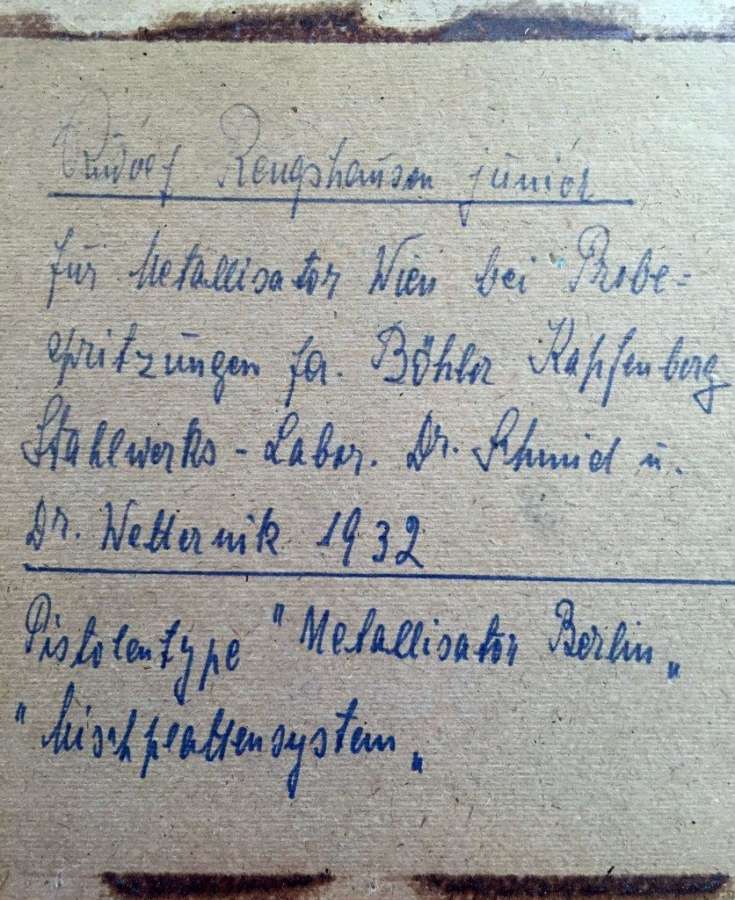
Die Firma Rudolf RENGSHAUSEN ist im 3. Wiener Gemeindebezirk und besteht seit 1916. Heute tritt mit Sohn Michael bereits die 5. Generation in die Fußstapfen der Vorfahren. Das Flammspritzverfahren basiert auf einer über 100-jährigen Erfahrung, die stets weiterentwickelt wurde. Aus der anfänglichen „Metallisator Wien“ ist heute ein hochspezialisierter Betrieb geworden, der die unterschiedlichsten Metalle und sogar Keramik verarbeiten kann.
Gerade in der Oldtimer-Branche hat Rudolf RENGSHAUSEN seine ausdrückliche Berechtigung. Mit seinen 6 Strahlkabinen können nicht nur alle Materialien und Oldtimer-Teile gestrahlt werden, sondern die großen Kabinen eignen sich auch hervorragend für Fahrzeugkarossen. Diese können sofort nach dem Strahlen Zink-Flammgespritzt werden – das ist einmalig!
Text: Josef Posch Bilder: CLASSIC-PORTAL.com, Rengshausen
Das war unser Bericht und Erfahrungen zum Flammspritzen für Oldtimer (auch thermisches Spritzen genannt) bei der Firma RENGSHAUSEN in Wien / Österreich. Weitere interessante Oldtimer-Reportagen und Erfahrungsberichte beim Oldtimer Spezialisten finden Sie in der Übersicht: BESUCH BEIM PROFI